
塑料产品结构设计注意事项
【导读】 工作中,我们做塑料产品结构设计需要注意:1.根据功能和用途定义材料;2.确定大方向,即主拔模方向;3.壁厚近可能保持均匀,结构的设计是很灵活的,要逐步去积累经验,满足功能,结构简单等,下面,我们就具体了解下吧!
塑料产品结构设计注意事项
1、在选料方面需考虑:
(1)塑料制品的使用环境,如耐温、耐寒、食品卫生、耐磨等;
(2)塑料的物理机械性能,如强度、刚性、韧性、弹性、吸水性以及对应力的敏感性等;
(3)塑料的成型工艺性,如流动性、结晶速率,对成型温度、压力的敏感性等;
(4)塑料制品在成型后的收缩情况,变形情况等。
2、在制品形状方面 能满足使用要求,有利于充模、排气、补缩,同时能适应高效冷却硬化(热塑性塑料制品)或快速受热固化(热固性塑料制品)等。
3、在模具方面 应考虑它的总体结构,尽量达到简化模具的要求,特别是抽芯与脱出制品的复杂程度。同时应充分考虑模具零件的形状及其制造工艺,以便使制品具有较好的经济性。
4、在成本方面 要考虑注射制品的原料价格、注塑产能、使用寿命和更换期限,尽可能降低成本。
塑料产品结构设计要点与技巧
1、胶厚(胶位):
塑胶产品的胶厚(整体外壳)通常在0.60-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需过度不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶, 有外观面的地方胶厚不能低于0.6。
2、加强筋(骨位):
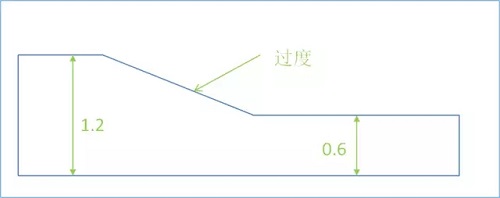
塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
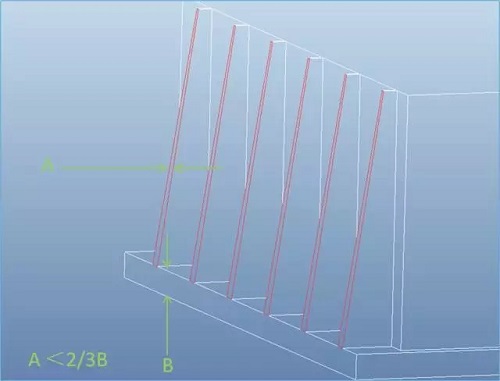
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),或者做单边0.25的落差,高度较矮时可不做斜度,但是结构配合面则必须拔模。
3、脱模斜度:
塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。出模斜度通常为0.5-8度,常取3度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
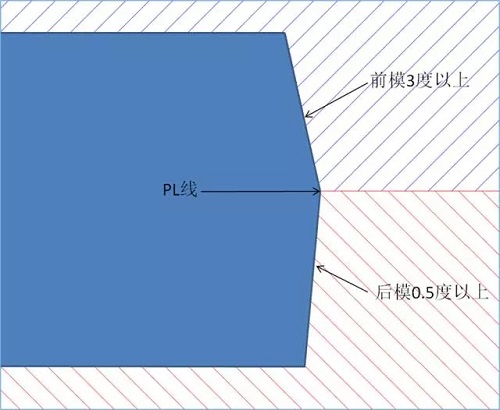
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
外观面如果做喷油就需要做3度以上,如果是素材或晒纹,则要5-8度。
4、圆角(R角):
塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。外观面最小R通常大于0.1,一般做0.2-0.3以上。
5、孔:
从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,一般壁厚2.0则开孔在0.6以上,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
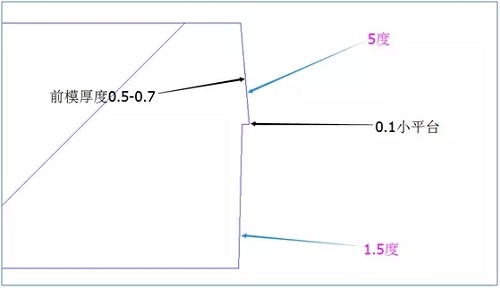
孔内根据上图方式拔模,PL分型处,后模小平台设计0.1以上,防止成型跑毛边。
6、凸台(BOSS):
凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。当BOSS和柱子上下(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。
当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.2-0.5,以便螺钉能锁紧。如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.50-2.70。
7、嵌件:
把已经存在的金属件或塑胶件放在模具内再次成型时,该已经存在的部件叫嵌件。当塑胶产品设计有嵌件时,要考虑嵌件在模具内必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。还要考虑不能漏胶。
8、产品表面纹面:
塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)和雕刻面。当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。
9、文字:
塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。但是字体要做亮面,就必须做凹字,一般深度在0.2-0.5左右。
10、螺纹:
塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不高的可把其结构简化成可强行脱模的结构。
11、支撑面:
塑胶产品通常不用整个面做支撑面,而是单独做凸台、凸点、筋做支撑。因塑胶产品很难做到整个较大的绝对平面,其容易变形翘曲。





